Вдумчивому владельцу современной бытовой техники неплохо иметь представление о её устройстве, об особенностях эксплуатации, о сроках службы, о принципах и трудозатратах ремонтных работ. Такой минимальный набор знаний поможет не только выбрать технику с оптимальным соотношением цена-качество, но и принять правильное решение о необходимости и стоимости ремонта, когда поломка, увы, практически неизбежная, всё же произойдёт.
Самое неприятное, когда поломка происходит с той техникой, к которой мы привыкли настолько, что и не замечаем ее работы. Например, холодильник. Или наоборот, очень замечаем: пришли с жаркой улицы, включили сплит-систему, и наслаждаемся прохладой. Но иногда случается так, что «холодильник (или кондиционер) перестал холодить», как говорят обратившиеся в сервис или к мастеру пострадавшие. Работает, но не холодит. Почти всегда устранение этой странно звучащей на слух неисправности будет связано с утечкой хладагента, т.е. рабочей среды холодильного и климатического оборудования. Это вещество (точнее, класс веществ) создаёт нам холод и прохладу за счёт своей феноменальной способности к испарению. Именно испаряясь, он охлаждает то, с чем соприкасается. Так же, как нас охлаждает допустим, обтирание мокрым полотенцем в жару: влага быстро испаряется с нашей кожи, и мы чувствуем прохладу. Так же и хладагент, только испаряется он с внутренних поверхностей замкнутых герметичных систем, чтобы далее, внутри этой системы, хитрое её устройство вновь превратило газ — результат испарения — в жидкость и процесс мог продолжаться по кругу многое число раз. Многое, но не бесконечное.
Рано или поздно образуется микротрещина в каком-либо из мест соединений, или по неосторожности случится механическое повреждение и прощай герметичность — хладагент начнёт улетучиваться в атмосферу. В лучшем случае, вовремя заметив, получим ситуацию с «работает, но не холодит», в худшем же выйдет из строя дорогостоящий компрессор. Ну и если проблема настигла не «Саратов» или «БК-2500» (кто не знает — «Бакинские кондиционеры»), прослужившие два-три десятилетия, то скорее всего предстоит ремонт. К вам придет мастер, и вы увидите волшебство резки, пайки и заправки системы хладагентом. Итак, что же предстоит?
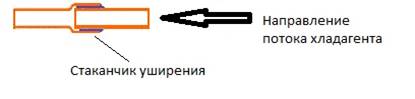
Из-за того, что хладагенты — весьма агрессивные в плане окисляющего действия вещества, протекают они в системах охлаждения по трубопроводам из меди, или реже из её сплавов — латуни и бронзы. Медь хоть и дорога, но среди массовых металлов наиболее успешно противостоит коррозии, обладая при этом приемлемой прочностью. Так как системы выполняются неразборными для большей герметичности, мастер, после того, как определит повреждённый участок или узел, будет производить резку трубопровода. Обычно применяют специальный труборез, позволяющий выполнить разрезание так, чтобы не нарушить геометрию остающегося в эксплуатации участка, профиль медной трубки на срезе должен быть неизменно круглым и к тому же перпендикулярным оси трубы. Срез тщательно зачищается от заусенцев, обрабатывается фаска, при этом бережно предохраняют внутреннюю полость трубки от попадания в неё опила материала, иначе после пайки он там и останется. Следующей операцией трубку в месте будущего стыка развальцовывают, т.е. создают местное уширение с помощью опять же специализированного инструмента, потому что форма получающего стаканчика должна быть максимально близкой к идеальному цилиндру. Тут есть одна тонкость, что развальцовывается конец той из двух трубок, образующих стык, который будет смотреть навстречу потоку хладагента в системе. Тогда дополнительное трение этого потока в месте пайки сведётся к минимуму. В итоге, развальцованный конец трубы позволит вставить в себя трубку с исходным диаметром так, чтобы между ними был зазор от 0,02 до 0,4 мм.
Глубину развальцовки традиционно делают равной диаметру. Последней стадией подготовки к пайке будет очистка и обезжиривание поверхностей стыка.
Способов пайки медных трубопроводов глобально два, это низкотемпературный и высокотемпературный её варианты. Первый применяют в сантехнике и системах отопления из-за ограничений по температуре рабочей среды. Второй строго регламентирован для газовых сред, его и рассмотрим, раз уж мы говорим о хладагентах. Условно, границей, разделяющей оба способа, является температура нагрева в 450°С.
Для высокотемпературной пайки используют газовые горелки, работающие на пропано-кислородных, ацетилено-воздушных смесях, гарантированно позволяющие достичь температур плавления твёрдых припоев. Об оптимальности горения, которая и обеспечит качественный, и, что важно, быстрый прогрев, судят по виду пламени горелки, остроконечный лепесток пламени основного факела должен быть в пределах 5-6 сантиметров и иметь выраженный голубой цвет.

Уменьшение этого лепестка и его белёсость подскажут, что газовая смесь перенасыщена кислородом, и место пайки будет чрезмерно окисляться, препятствуя протеканию процесса. Признак этого также будет образование черного окисла на металле.

Увеличение и шилообразный вид характерны пламени обеднённой кислородом и перенасыщенной топливом горючей смеси, имеющей пониженную температуру горения, вынуждающую перегревать металл трубок, что вредит его прочности.

Горелку во время пайки перемещают вдоль трубы, стараясь, чтобы пламя было направленно перпендикулярно оси. Важно прогреть значительный участок трубы, по 6-10 диаметров в каждую сторону от стыка. Таким приёмом снижают утечку тепла от зоны пайки по материалу трубы. Затем продолжают нагревом места стыка. Первый признак достаточности — это появление яркого малинового цвета будущего соединения, второй — плавление припоя при прикосновении им к зазору в месте вальцовки, и затягивание, затекание припоя внутрь. Помня, что в основе пайки лежит явление капиллярной адгезии (т.е. текучести и прилипания), что распространение этого процесса происходит из менее раскалённой зоны в более раскалённую, и производят нагревание, обеспечивая припою нужную динамику.
При высокотемпературной пайке медных трубопроводов применяют, во-первых, медно-фосфорные твёрдые припои. Отчасти из-за свойств самофлюсуемости, позволяющих снизить общее время нагревания деталей при пайке (для медных трубопроводов это приближающийся к критическому показатель, т.к. длительное время нагрева ведёт к т.н. отпуску металла, делающему материал недопустимо мягким), отчасти из-за температуры плавления в 700-850°С, что опять же позволяет не перегревать саму медь. Ещё один плюс — относительная дешевизна. Вторая группа — это медно-фосфорные припои, содержащие серебро, в которой выделяют три типа:с процентным содержанием серебра в пределах 2%, недорогой, со средним растеканием., применяется для пайки в холодильном оборудовании при соединении деталей, работающих без вибраций; припои с процентным содержанием серебра в пределах 5%, пластичные и медленно растекающиеся, способные заполнять большие зазоры. Примером такого является припой «BrazeTecS 5» , содержащий 5% серебра, 89% меди и 6 — фосфора. И третий тип содержит до 15% благородного металла, сплав достаточно пластичен уже для того, чтобы образуемые с его помощью соединения выдерживали ударные и вибрационные нагрузки средней силы в условиях переменных тепловых режимов. И третья группа припоев — серебряные, весьма дорогостоящие из-за содержания серебра в них до 38%. Но и обладающие серьёзными технологическими преимуществами: низкой температурой растекания, отличным смачиванием и высокой плотностью паячного шва.
Если вы не собираетесь становиться мастером или упражняться в пайке медных труб в качестве полезного опыта, то представление о процессе у вас сложилось. И если вас всё же постигнет участь заказчика ремонтных работ климатической или холодильной техники, вы сможете с пониманием оценивать происходящее и выслушивать советы и рассуждения мастеров с высоты знания темы, пусть и минимального.